水導激光加工案例之硅齒輪切割:高精度制造的破局者
發布日期:2025-11-07 10:11 ????瀏覽量:
在半導體封裝設備、高精度光學儀器的核心傳動系統中,由單晶硅制成的微型齒輪,對表面粗糙度、齒形精度及邊緣完整性要求極高。傳統加工方式常因熱損傷、崩邊等問題導致良率不足90%。而水導激光加工技術,成功實現了硅齒輪的高效精密切割,為行業提供了可復制的解決方案。
一、傳統加工技術
單晶硅的莫氏硬度達7,雖優于普通金屬,但其脆性特質讓加工風險陡增。傳統線切割或銑削工藝中,高速旋轉的刀具與硅材料劇烈摩擦會產生局部高溫(可達300℃以上),導致材料晶格畸變;機械應力易引發邊緣崩裂,崩邊尺寸常超30μm,遠超精密傳動件≤15μm的要求;常規激光加工熱影響區高達200-500μm,易引發微裂紋;水刀切割中水壓沖擊導致材料碎裂,無法加工復雜結構。
二、水導激光加工技術
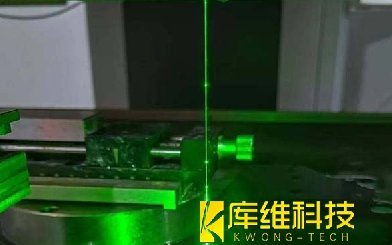
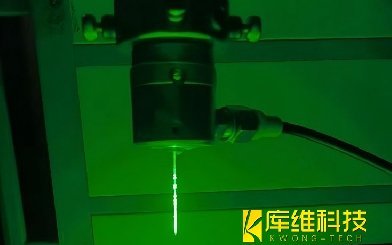
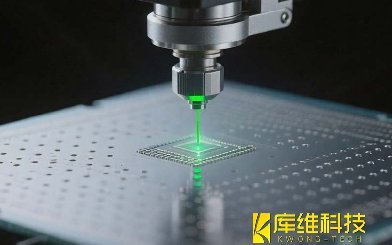
針對傳統加工的痛點,水導激光通過高壓微水束(直徑30-80μm)形成穩定水柱,利用全內反射原理將納秒級脈沖激光(如532nm綠光)約束于水射流中,實現非接觸式加工。其核心機制包含三重功能:
-
導光媒介:水對特定波長激光具有高透明度,激光能量通過水柱精準傳輸至材料表面;
-
動態冷卻:水流以100-200m/s速度沖刷加工區,將溫度梯度控制在±5℃以內,熱影響區寬度壓縮至50μm以內;
-
碎屑清除:高速水流實時帶走熔融碎屑,避免二次污染和毛刺生成。
三、落地案例
在一個 MEMS 器件硅齒輪加工項目中,采用庫維水導激光加工設備取得了顯著的成果。該項目加工的硅齒輪材質為N型單晶硅(電阻率10-20Ω·cm),目標參數為外徑Φ4.5mm、齒數24、模數0.12mm,表面粗糙度Ra≤0.8μm。技術團隊通過三步走完成工藝定型:
-
材料特性適配:針對硅的高透光性(1064nm激光吸收率僅15%),選用532nm綠光激光器提升能量耦合效率,并優化水束折射率匹配,減少激光散射;
-
參數動態校準:通過正交試驗確定最佳工藝組合——激光功率8W、重復頻率50kHz、水壓12MPa、進給速度12mm/s,兼顧效率與質量;
-
全流程品控:集成在線視覺檢測系統,實時監控切割面粗糙度與崩邊尺寸,不良品自動標記回溯,確保批次一致性。
最終,首件樣品經三坐標測量與掃描電鏡分析,齒形誤差≤±1.2μm,表面粗糙度Ra=0.6μm,崩邊最大值9μm,完全滿足客戶設計要求。產線導入后,單批次加工時間從8小時縮短至3小時,良率穩定在98%以上,綜合成本下降28%。
水導激光技術以“冷加工”特性重構了硅齒輪制造的工藝邊界,不僅解決了硬脆材料加工的世界級難題,更為高端裝備的輕量化、集成化發展提供了關鍵支撐。如果您也在為硅基、陶瓷等脆性材料的微齒輪、薄片切割尋找高可靠方案,不妨關注水導激光技術,它或許能成為您突破加工瓶頸的方案。
相關文章

水導激光加工:重構電子產品微納制造的精密利器
水導激光切割設備的具體維護成本與傳統激光切割相比有哪些優勢?

光學玻璃加工:水導激光如何實現亞微米級裂紋控制?
水導激光三大核心技術:高精度光耦合、全反控制和水流穩定系統

高端珠寶加工新技術:水導激光亞微米級加工

水導激光加工選用什么顏色的激光好?
水導激光技術與其他激光技術相比有哪些優勢?

陶瓷基板切割新技術:紫外激光與水導激光的顛覆性應用
水導激光加工案例之??5G芯片微孔加工